300 000 parts per year.
Hardened by LEAX.
Heat Treatment
LEAX is a major supplier for Heavy Commercial Industry, Passenger Cars, General Industry, Agriculture and Mining & Construction. For several parts there is a need of Heat Treatment in some way. LEAX runs the Heat Treatment processes in eight of our eleven sites. LEAX has historically focused on induction hardening. Since 2011 furnace hardening, case and neutral, is also performed within the group which has increased our possibilities to provide our customers with world class services/parts. From 2017 LEAX has invested into the Low-Pressure Carburizing, LPC, process. This is a complement to our present furnace lines.
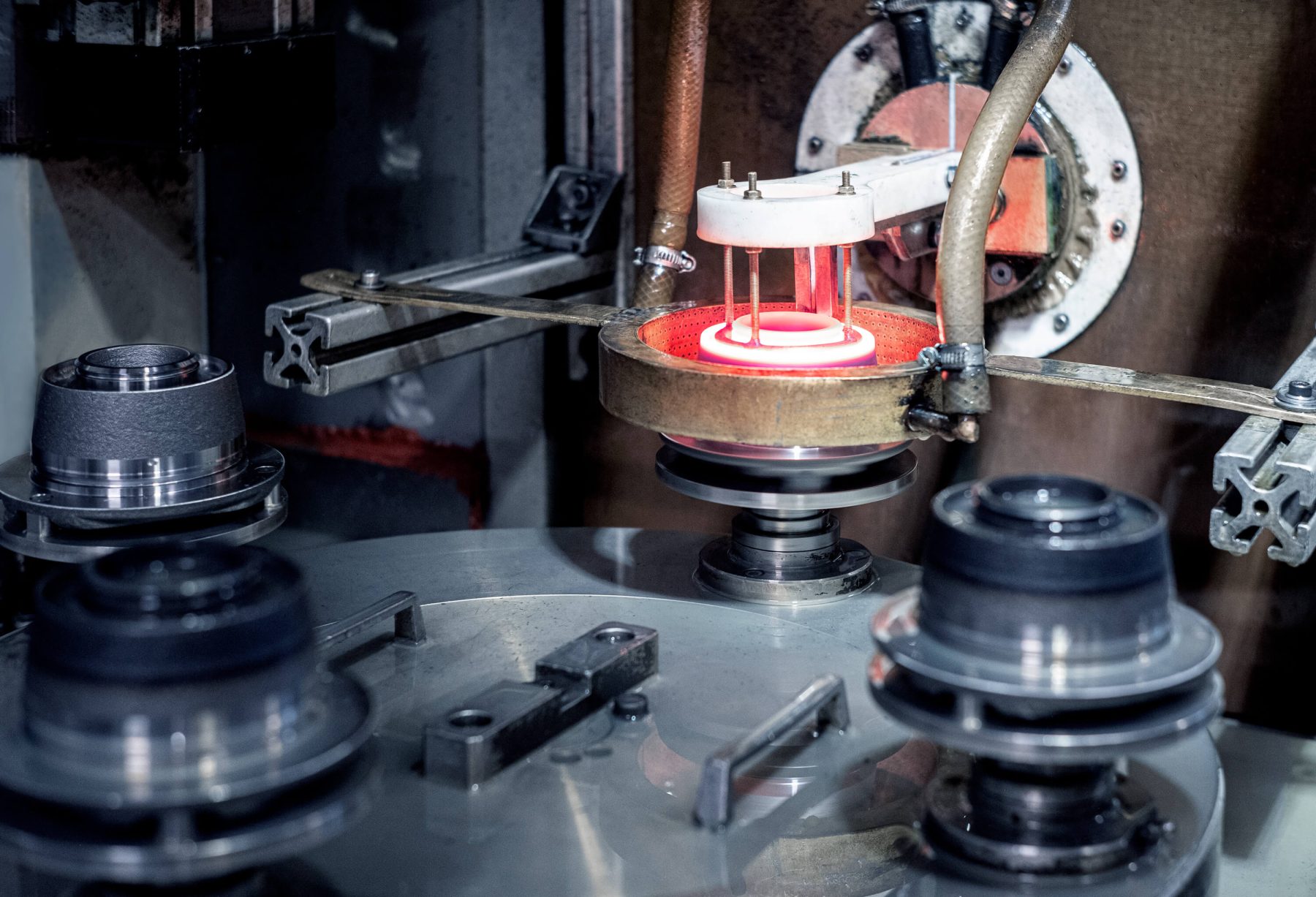
Induction equipment
LEAX Group has several Low-Medium frequency hardening machines in which both horizontal and vertical hardening can be performed. We have also designed and built a ring gear, custom made, induction tempering unit which improve our flow and also increase the fatigue in the part.
In our equipment we are able to:
- Create induction depths, DI, between 0,5 mm and 20 mm
- Refine parts with a diameter up to 400 mm and lengths up to 2000 mm
- In a unique low frequency machine single shot shafts up to 1100 mm of length creating superior tensile properties towards the normally used scanning method.
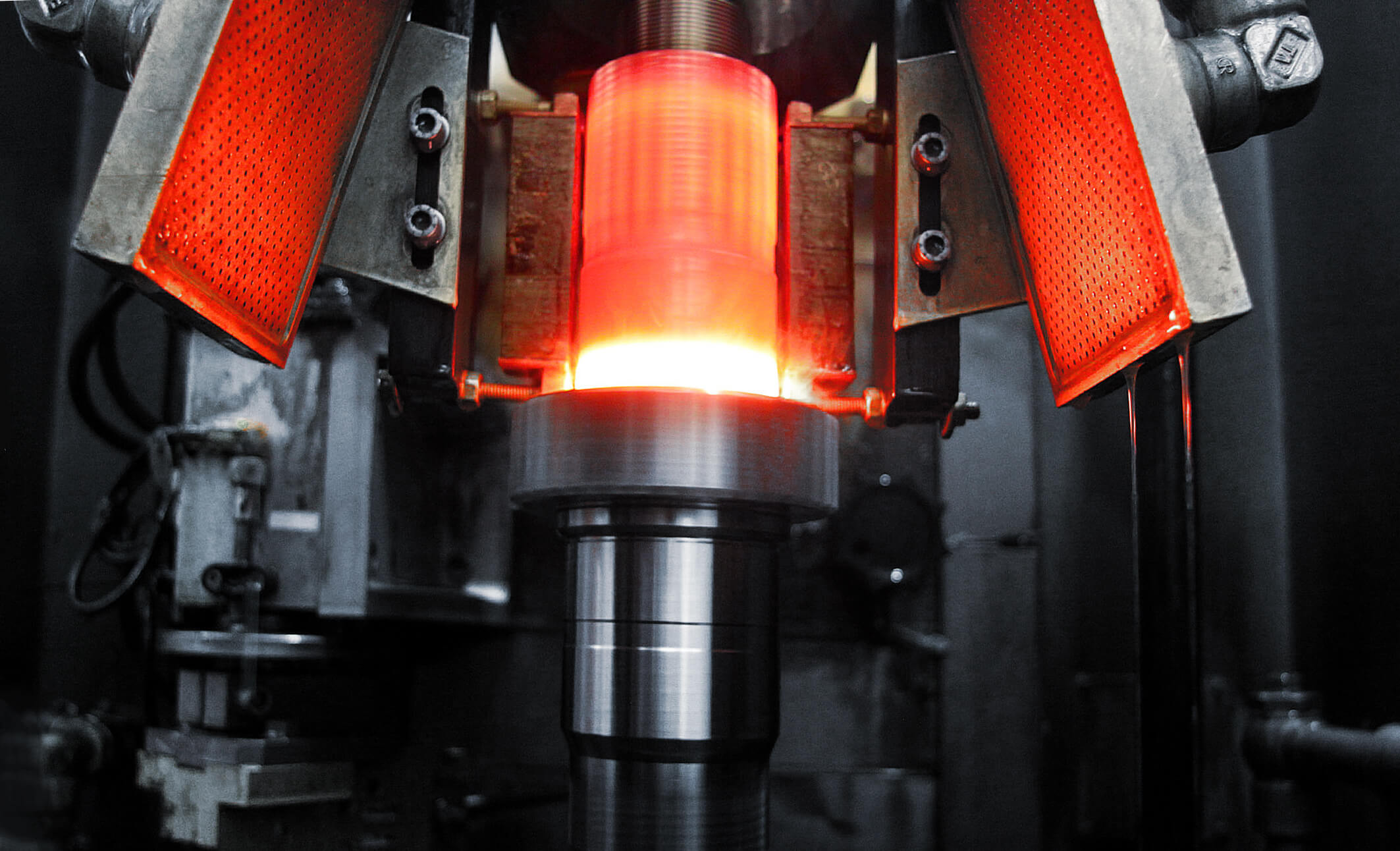
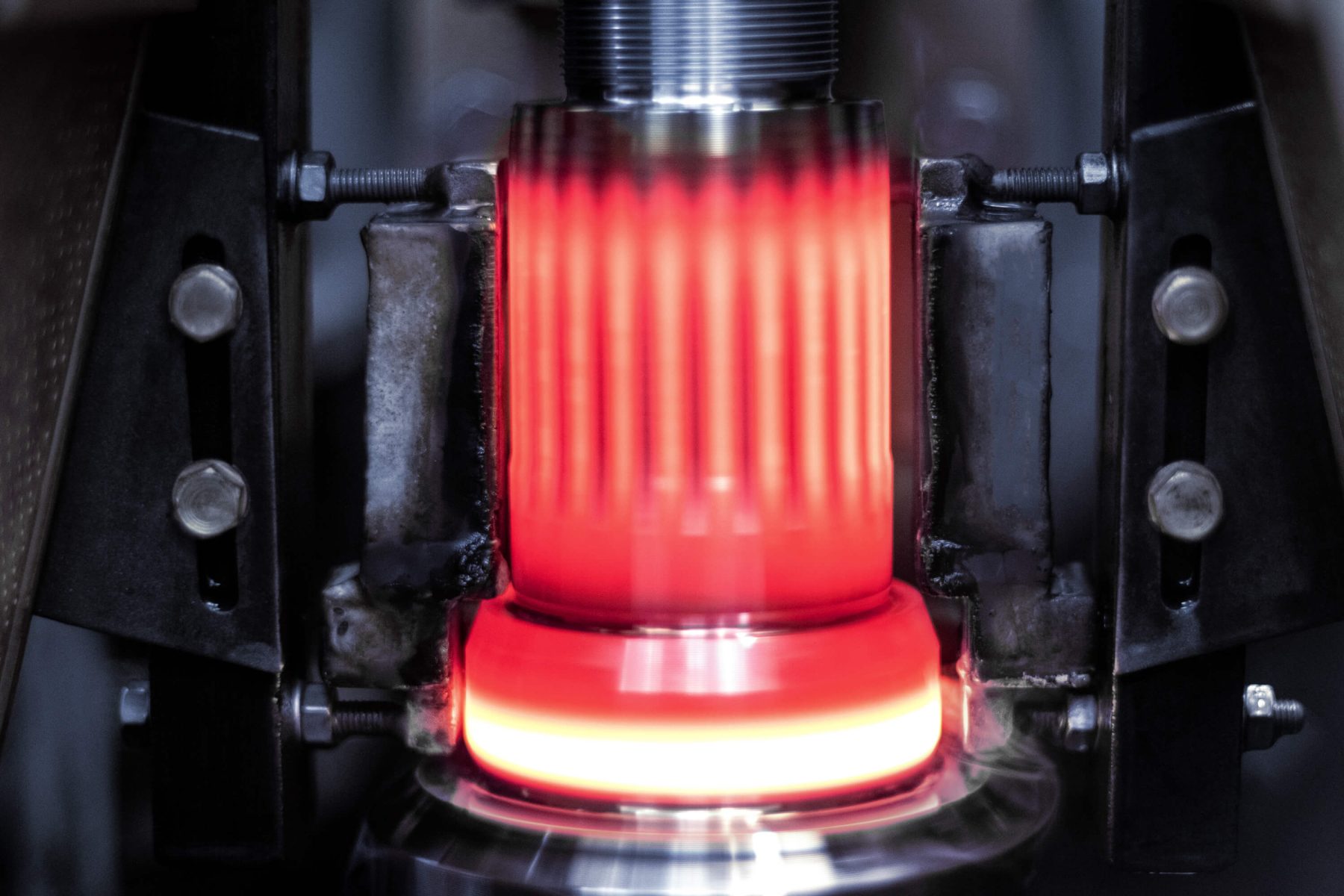
The induction process
With the induction process we can make partial or whole treatment of parts with medium carbon content. The benefit of only treating the areas that need higher tensile properties is that the rest of the part will not be affected regarding distortion.
LEAX also offers sub-sequent operations after heat treatment such as straightening, crack detection and hard turning and grinding. To cover the tempering needs after Induction, we have several batch furnaces for that purpose.
Sealed Quench furnace hardening equipment
Within LEAX we have five atmosphere batch furnaces for case and neutral hardening in size 9 where we can treat parts up to 700 mm length and maximum 700 kg/batch. We also have two pit furnaces for case and neutral hardening where we can treat parts up to 1400 mm length and 1200 kg/batch. All our furnaces are equipped with the latest technique in order to produce a capable process with full traceability from each batch. Fourteen tempering furnaces support the hardening lines with pre-heating and tempering to requested hardness. All results will be verified in complete, state of the art, material laboratory. Washing of parts, before and after hardening, is done in double chamber alkali washers.
The SQ furnace process
With the case hardening process we can make use of low carbon content materials which through the process will get a high tensile surface with a tough core. The benefit of case hardening is that it is possible to maintain high tensile surfaces all over the part. If needed LEAX can isolate certain areas of a part from being carbonized by putting on a special paste. A common thing to do on small threads in holes. When neutral hardening is performed the parts will be hard all through, from surface to core. Normally the hardness is lower than on case harden parts, ap. 40-55 HRC.
LPC hardening equipment
Within LEAX we have two flex lines with totally five hot chambers and two cooling cells. In these lines we can perform case and neutral hardening in batch sizes 1000x600x750 mm, 750 kg gross weight. All process is performed in vacuum.
The LPC process
By having the parts in vacuum we can avoid gran boundary oxidation. The carburizing is done with Acetylene in pulses during temp from 900 up to 1020 degrees. The high temperature increases the speed of diffusion making the total process time lower than conventional atmosphere furnaces. Cooling is performed in cooling cell with turbines as well as 20 bar pressure Nitrogen. By changing the turbine speed and cooling pressure we can adapt the cooling speed to each part / material for best outcome (minimalize distortions) The process is also more flexible and efficient than the SQ furnace regarding start / stop time and media usage (gas and electricity) This means less environmental influence.
Nitro hardening equipment
From mid of 2023 LEAX adds on our range of processes with Nitrocarburizing / Nitriding. It will be in a horizontal vacuum chamber furnace handling loads sized 900x900x1800 mm, 2000kg.
The treatment is an iso thermically process in lower temperature than the other ones, normally between 500 and 600 degrees. The process gives thin layers of carbides created with the chemical composition in the steel in cooperation with the process gases added. Simple alloyed steel gives bigger layer depths but with lower hardness. More alloyed steel gives thinner layers but much harder surface, up to 1200 Vickers. In some cases we can add an post oxidation with N2O in the end of the process witch heavily increases the rust protection of the part and gives it a black satin coloured surface.
Of course LEAX provides sub-sequent operations after heat treatment such as straightening, blasting, crack detection and hard turning and grinding.
Process control
To control our processes we always aim to use best possible methods and equipment. Therefore we have instruments for temperature control carbon levels, weight growth and chemical compositions. We continuously do sampling inspection during ongoing production to follow trends. All data are stored in statistics files for daily and historic evaluation.
A Part of our Process